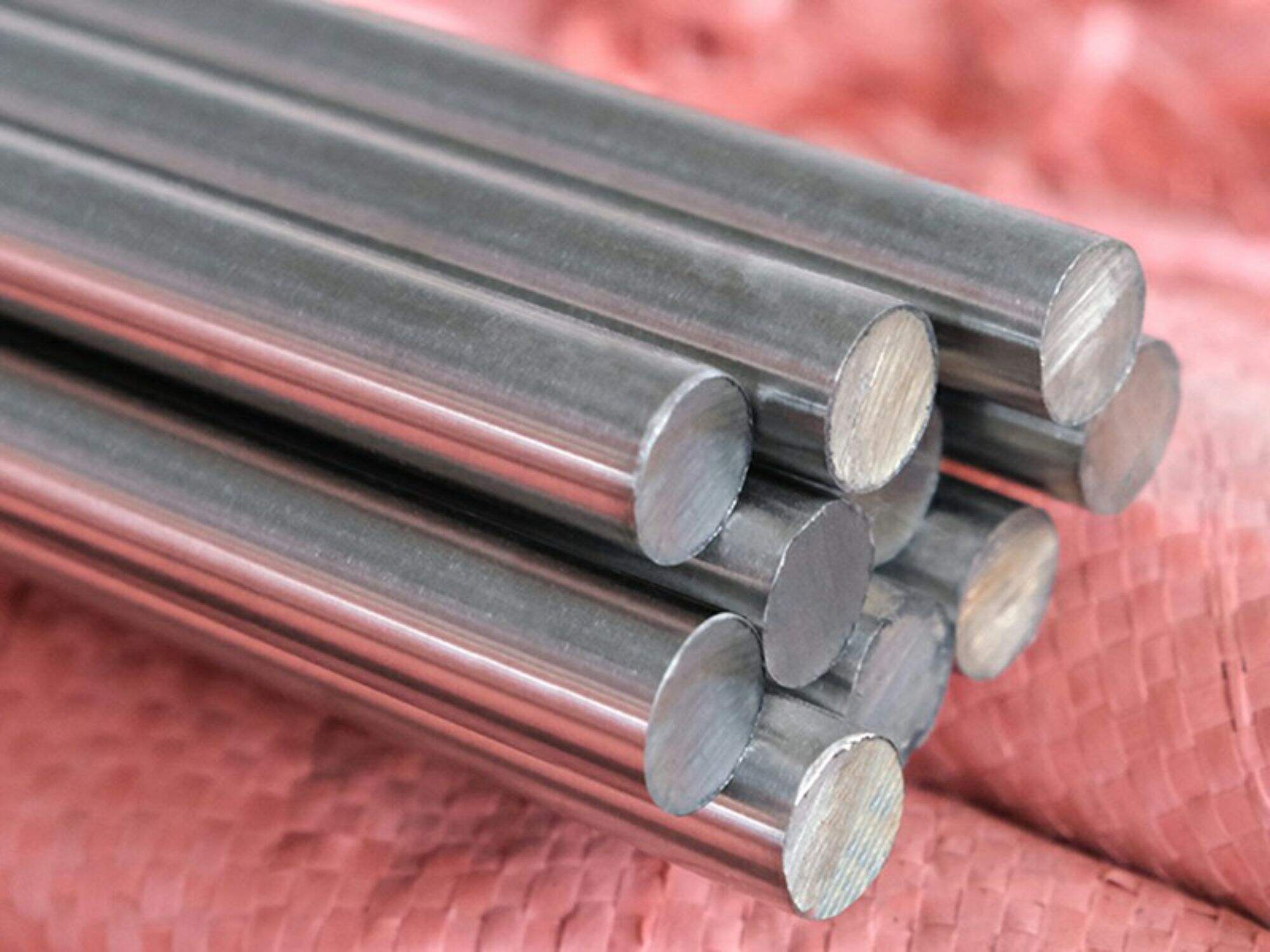
Пруток из Hastelloy C-4 представляет собой аустенитный низкоуглеродистый никель-молибден-хромовый сплав. Основное отличие между Hastelloy C-4 и другими ранее разработанными сплавами схожего химического состава заключается в более низком содержании углерода, кремния, железа и вольфрама. Такой химический состав обеспечивает превосходную стабильность при температуре 650-1040°C, улучшает способность сопротивляться межкристаллической коррозии и позволяет избежать чувствительности к краевой коррозии и коррозии зоны термического влияния сварки при соответствующих условиях производства.
Характеристики |
Есть в наличии, может быть изготовлено по требованиям заказчика |
Форма |
Плита, стержень, труба, проволока |
Классификация |
Гастеллой |
C |
Кр |
Ни |
Ti |
Фэ |
С |
Mn |
Да, да. |
Р |
S |
Мо |
≤ 0,015. |
14.0-18.0 |
Баланс |
≤7,0 |
≤3.0 |
≤2.0 |
≤1.0 |
≤ 0,08 |
≤0.04 |
≤0.03 |
14.0-17.0 |
Плотность |
ρ=8.6г/см3 |
Диапазон температур плавления |
1335~1380℃ |
Прутки из Hastelloy C-4 широко применяются во многих химических отраслях и в высокотемпературных средах. Типичные области применения: системы десульфуризации отходящих газов, установки травления и регенерации кислот, производство уксусной кислоты и агрохимикатов, производство диоксида титана (хлорным методом) и электролитическое гальваническое покрытие.
Характеристики материала стержней из Hastelloy C-4: отличная коррозионная стойкость к большинству коррозионных сред, особенно в восстановительном состоянии; отличная локальная коррозионная стойкость в галогенидах.
Прокат Hastelloy C-4 процесс сварки: Hastelloy C-4 можно сваривать различными методами сварки, такими как контактная инертногазовая сварка с вольфрамовым электродом, плазменная дуговая сварка, ручная поддуговая сварка, металлический электрод инертногазовой сварки и плавящийся электрод инертногазовой сварки.
Перед сваркой материал должен находиться в отжатом состоянии для удаления чешуи, масляных пятен и различных отметин. Площадь около 25 мм с обеих сторон шва должна быть отполирована до блестящей металлической поверхности. Используйте низкую тепловую подачу, и температура между слоями не должна превышать 150°C.

Производственный процесс нержавеющей стали и сплавов включает в себя несколько этапов преобразования сырья в плоские, прямоугольные листы или пластины из нержавеющей стали и сплавов. Вот несколько ключевых этапов для нержавеющей стали и сплавов:

Расплавленная нержавеющая сталь и сплавы лиются в большие слитки или слитки путем литья.

В процессе горячего проката толщина стального слитка постепенно уменьшается и удлиняется, образуя длинные полоски или катушки.

Отжигание включает нагревание нержавеющей стали и сплавов до определенной температуры, а затем медленное охлаждение.

Холодная прокатка осуществляется через прокатные станции для уменьшения толщины для удовлетворения требований заказчика.
Компания Wuxi Walmay Metal Co,Ltd является комплексной обрабатывающей группой по производству сталей с легированием, фитингов кованых деталей, титановых сплавов, нержавеющей стали, специальных сварочных проволок и более 800 спецификаций.
Наша группа работает на внутреннем и глобальном рынках более десяти лет, имея богатый опыт в сталелитейной промышленности и может предложить профессиональные консультации клиентам для применения различных материалов.
Резка на машинах
Резка листа
плазменная резка
Динамическая резка водой
пиление
Выравнивание доски
полировка
лазерная резка
лазерная резка
производственная резка
Резка длинных изделий
Резка прутков и профилей
полировка
Термическая обработка и отжиг: Wuxi Walmay Metal может проводить термообработку определенных сталей серии 400.
Идентификация надежности материала (PMI): Wuxi Walmay Metal может провести это тестирование в собственной лаборатории.
Контроль УЗ: Ультразвуковой контроль (УЗ) использует высокочастотную звуковую энергию для проверки и измерения изделий из нержавеющей стали.
Наша профессиональная служба продаж отвечает на ваши вопросы в течение 24 часов.
Copyright © Wuxi Walmay Steel Co.,Ltd All Rights Reserved
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 RU
RU
 ES
ES
 ID
ID