254SMO имеет кубическую решетку с центром в гранях. Для получения аустенитной структуры 254SMO обычно подвергается отжигу при температуре 1150-1200 градусов Цельсия. В некоторых случаях могут быть следы металлических промежуточных фаз (χ фаза и
α фаза). Однако, как правило, они не оказывают негативного влияния на ударную прочность и коррозионную стойкость. Эти фазы могут выпадать на границах зерен при размещении в диапазоне 600-1000 градусов Цельсия.
Характеристики |
Есть в наличии, может быть изготовлено по требованиям заказчика |
Форма |
Плейлист, Strip ,Стержень,Труба |
Классификация |
Сверхаустенитный |
ГБ/Т |
UNS |
AISI/ASTM |
Идентификатор |
W.Nr |
015Cr20Ni18Mo6CuN |
S31254 |
254SMO |
F44 |
1.4547 |
Grade |
|
Ни |
Кр |
Мо |
Мд |
Н |
C |
Mn |
Да, да. |
Р |
S |
254SMO |
Мин |
17.5 |
19.5 |
6 |
0.5 |
0.18 |
- |
- |
- |
- |
- |
макс |
18.5 |
20.5 |
6.5 |
1 |
0.22 |
0.02 |
1 |
0.8 |
0.03 |
0.01 |
Отметки |
Состояние сплава |
Плотность |
Температура плавления |
Устойчивость к растяжению |
Предельная прочность |
Elongation |
254SMO |
Термическая обработка закалывания |
8.0 г/см3 |
1320-1390 ℃ |
650Rm N/мм² |
300RP0.2N/мм² |
25% |
254SMO сплав является универсальным материалом, который можно использовать во многих промышленных областях:
1. Нефтяное и нефтехимическое оборудование, например, компенсаторы в нефтехимическом оборудовании.
2. Оборудование для отбеливания целлюлозы и бумаги, такое как варочные котлы для целлюлозы, оборудование для отбеливания, бочки и давильные ролики для фильтр-пресов, и т.д.
3. Основные части, используемые в оборудовании для дымогасоочистки электростанций: корпус поглощающей башни, дымоход, дефлекторная пластина, внутренние компоненты, система распыления и т.д.
4. Морские системы или очистка морской воды, например, тонкостенные конденсационные трубы, охлаждаемые морской водой на электростанциях, оборудование для опреснения морской воды, и может применяться даже в оборудовании, где морская вода может не циркулировать.
5. Опреснительная промышленность, например, производство соли или опреснительное оборудование.
6. Теплообменники, особенно теплообменники, работающие в средах с хлорид-ионами.

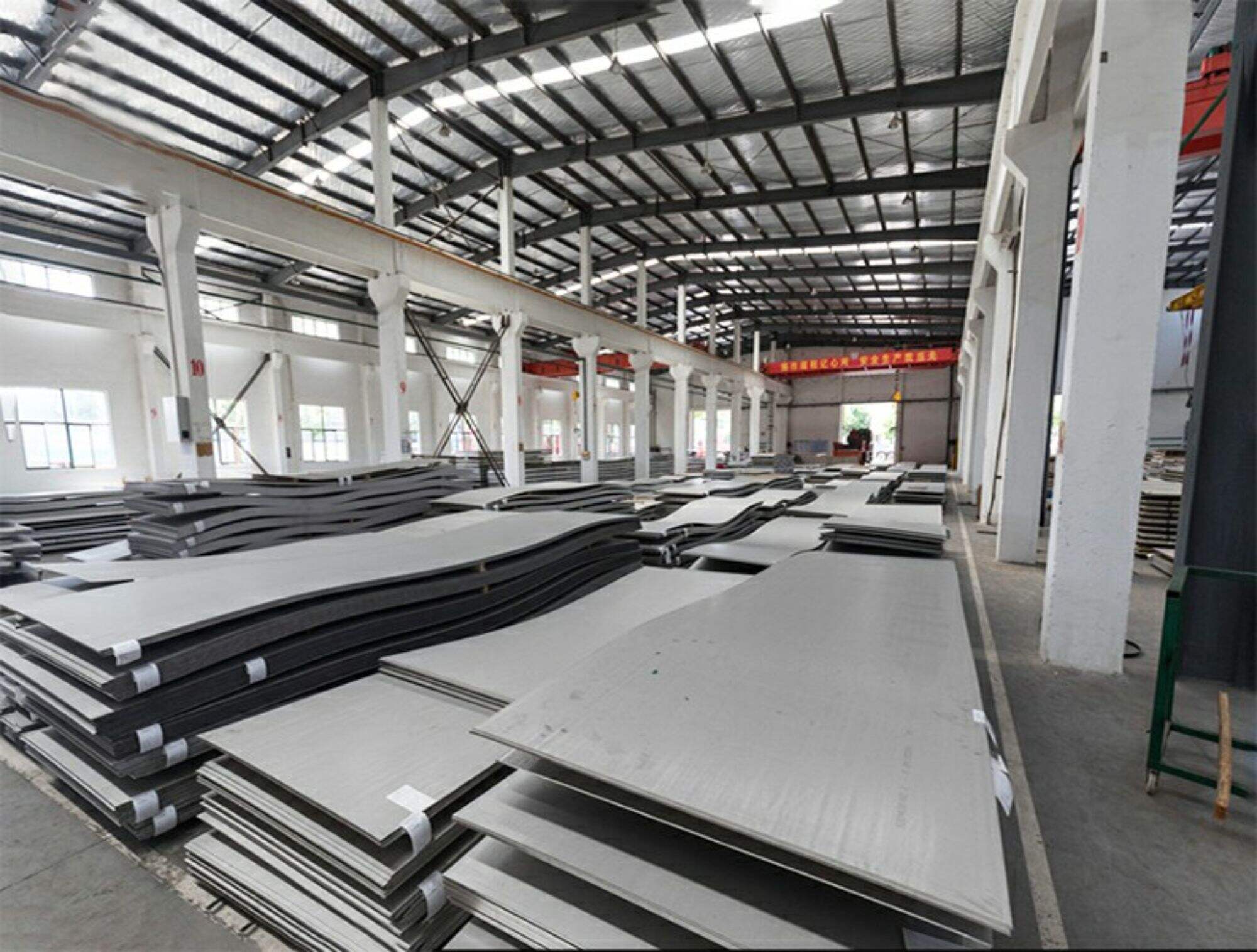
Производственный процесс нержавеющей стали и сплавов включает в себя несколько этапов преобразования сырья в плоские, прямоугольные листы или пластины из нержавеющей стали и сплавов. Вот несколько ключевых этапов для нержавеющей стали и сплавов:

Расплавленная нержавеющая сталь и сплавы лиются в большие слитки или слитки путем литья.

В процессе горячего проката толщина стального слитка постепенно уменьшается и удлиняется, образуя длинные полоски или катушки.

Отжигание включает нагревание нержавеющей стали и сплавов до определенной температуры, а затем медленное охлаждение.

Холодная прокатка осуществляется через прокатные станции для уменьшения толщины для удовлетворения требований заказчика.
Компания Wuxi Walmay Metal Co,Ltd является комплексной обрабатывающей группой по производству сталей с легированием, фитингов кованых деталей, титановых сплавов, нержавеющей стали, специальных сварочных проволок и более 800 спецификаций.
Наша группа работает на внутреннем и глобальном рынках более десяти лет, имея богатый опыт в сталелитейной промышленности и может предложить профессиональные консультации клиентам для применения различных материалов.
Резка на машинах
Резка листа
плазменная резка
Динамическая резка водой
пиление
Выравнивание доски
полировка
лазерная резка
лазерная резка
производственная резка
Резка длинных изделий
Резка прутков и профилей
полировка
Термическая обработка и отжиг: Wuxi Walmay Metal может проводить термообработку определенных сталей серии 400.
Идентификация надежности материала (PMI): Wuxi Walmay Metal может провести это тестирование в собственной лаборатории.
Контроль УЗ: Ультразвуковой контроль (УЗ) использует высокочастотную звуковую энергию для проверки и измерения изделий из нержавеющей стали.
Наша профессиональная служба продаж отвечает на ваши вопросы в течение 24 часов.
Copyright © Wuxi Walmay Steel Co.,Ltd All Rights Reserved
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 RU
RU
 ES
ES
 ID
ID