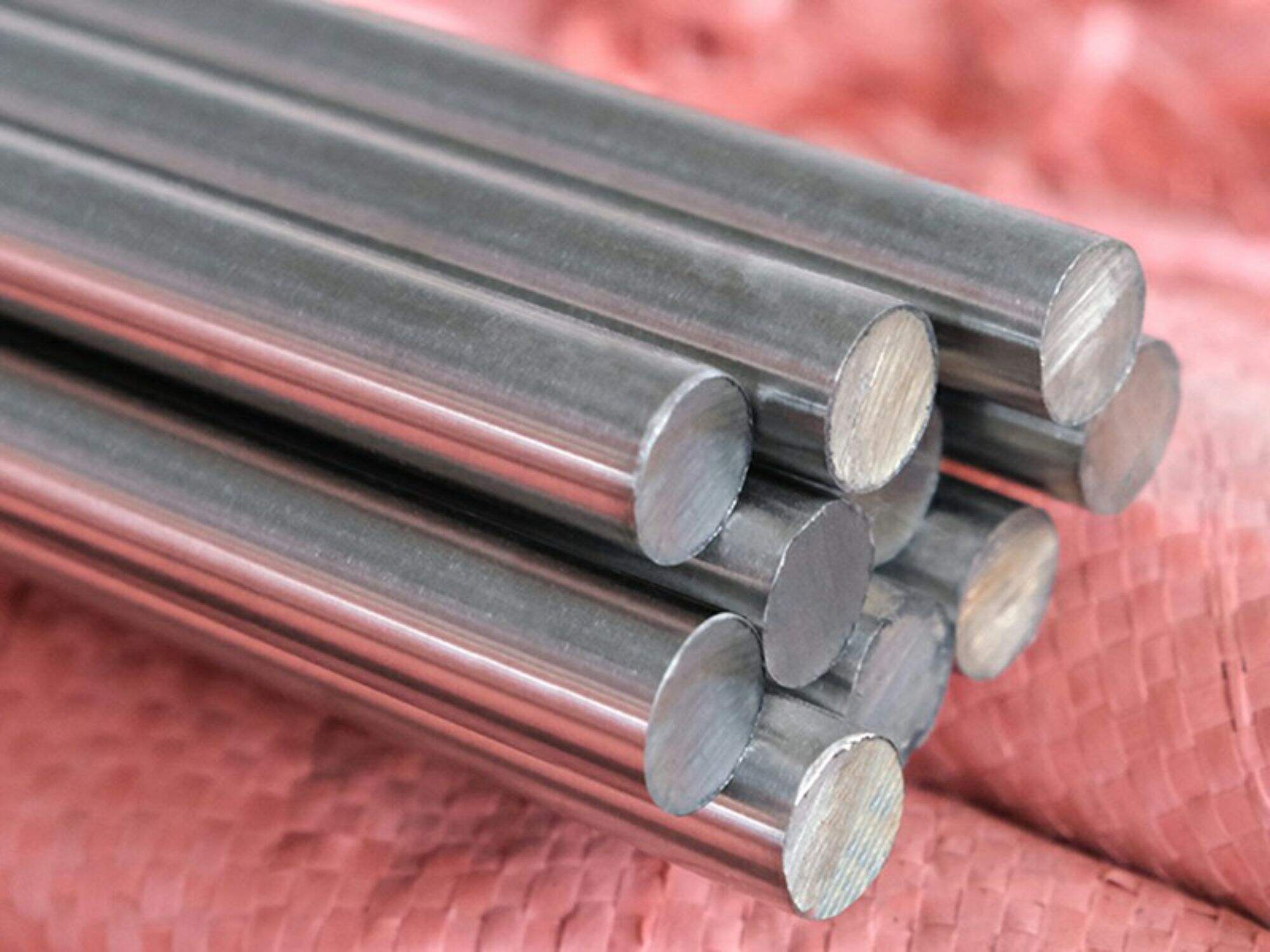
Hastelloy C-4 bar is an austenitic low carbon nickel-molybdenum-chromium alloy. The main difference between Hastelloy C-4 and other earlier developed alloys of similar chemical composition is the lower carbon, silicon, iron, and tungsten content. Such a chemical composition makes it exhibit excellent stability at 650-1040°C, improves the ability to resist intergranular corrosion, and can avoid edge line corrosion sensitivity and weld heat affected zone corrosion under appropriate manufacturing conditions.
Specifications |
In stock, can be customized according to customer requirements |
Form |
Plate, rod, pipe, wire |
Classification |
Hastelloy |
C |
Cr |
Ni |
Ti |
Fe |
Co |
Mn |
Si |
P |
S |
Mo |
≤0.015 |
14.0-18.0 |
Balance |
≤7.0 |
≤3.0 |
≤2.0 |
≤1.0 |
≤0.08 |
≤0.04 |
≤0.03 |
14.0-17.0 |
Density |
ρ=8.6g/cm3 |
Melting temperature range |
1335~1380℃ |
Hastelloy C-4 barsare widely used in most chemical industries and in high-temperature environments. Typical application areas: flue gas desulfurization systems, pickling and acid regeneration plants, acetic acid and agrochemical production, titanium dioxide production (chlorine method), and electrolytic plating.
Hastelloy C-4 bars material characteristics: excellent corrosion resistance to most corrosive media, especially in the reducing state; excellent local corrosion resistance in halides.
Hastelloy C-4 barwelding process: Hastelloy C-4 can be welded with various welding processes, such as tungsten electrode inert gas shielded welding, plasma arc welding, manual sub-arc welding, metal pole inert gas shielded welding, and melting pole inert gas shielding weld.
Before welding, the material needs to be in an annealed state to remove scale, oil stains, and various marks and marks. A wide area of about 25mm on both sides of the weld needs to be polished to a bright metal surface. Use low heat input, and the interlayer temperature does not exceed 150°C.

The manufacturing process of stainless steel and alloys involves multiple steps to transform raw materials into flat,rectangular sheets or plates made of stainless steel and alloys. Here are a few key steps for stainless steel and alloys:

Molten stainless steel and alloys are cast into large ingots or billets through a casting process.

During the hot rolling process,the thickness of the steel ingot is gradually reduced and elongated to form long strips or coils.

Annealing involves heating stainless steel and alloys to a specific temperature and then slowly cooling it.

Cold rolling is carried out through rolling mills to reduce thickness to meet customer specifications.
Wuxi Walmay Metal Co,Ltd is a comprehensive processing group of Alloy Steel、Forged Parts Fitting、Titanium Alloy、Stainless Steel、Special Welding Wireseries, and more than 800 specifications.
Our group has been engaged in the domestic and global market for more than ten years with rich steel experience and can offer professional advice for customers inapplications with different materials.
Machine cutting
Sheet cutting
plasma cutting
Dynamic waterjet cutting
sawing
Plank leveling
polishing
laser cutting
laser cutting
production cutting
Long product cutting
Bar and structural cutting
polishing
Heat treatment and annealing: Wuxi Walmay Metal can heat treat certain 400 series stainless steels.
Material Reliability Identification (PMI): Wuxi Walmay Metal can complete this testing in-house.
Ut Testing: Ultrasonic testing (UT) uses high-frequency sound energy to inspect and measure stainless steel products.
Our professional sales team answers your questions within 24 hours.
Copyright © Wuxi Walmay Steel Co.,Ltd All Rights Reserved
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 RU
RU
 ES
ES
 ID
ID